Tumbling
Splitting
Washing
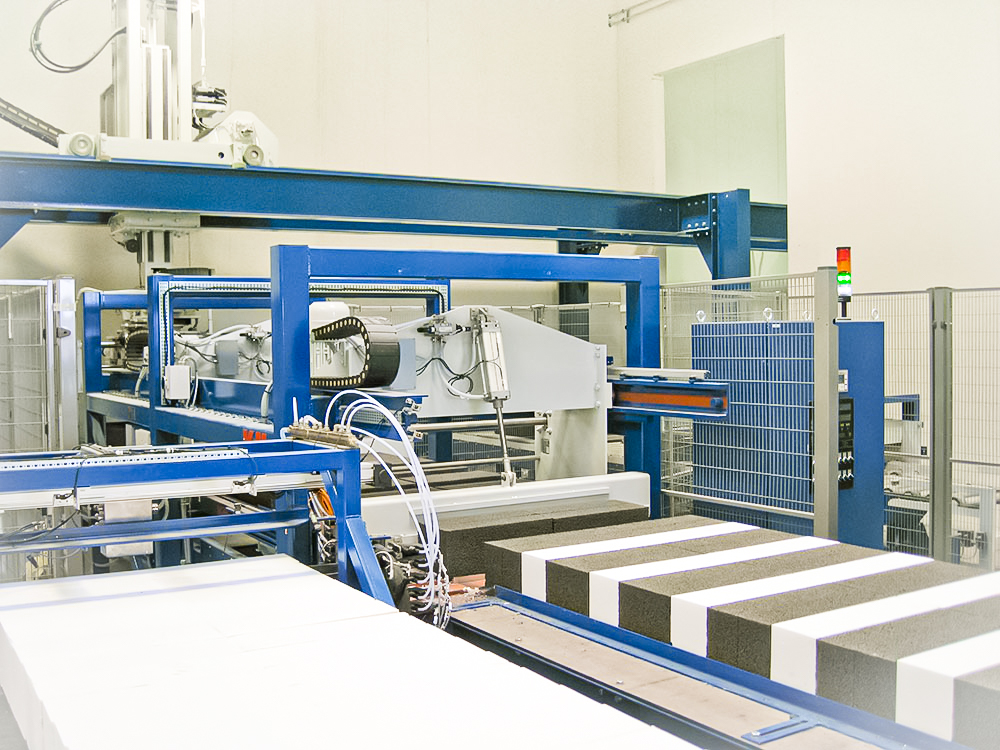
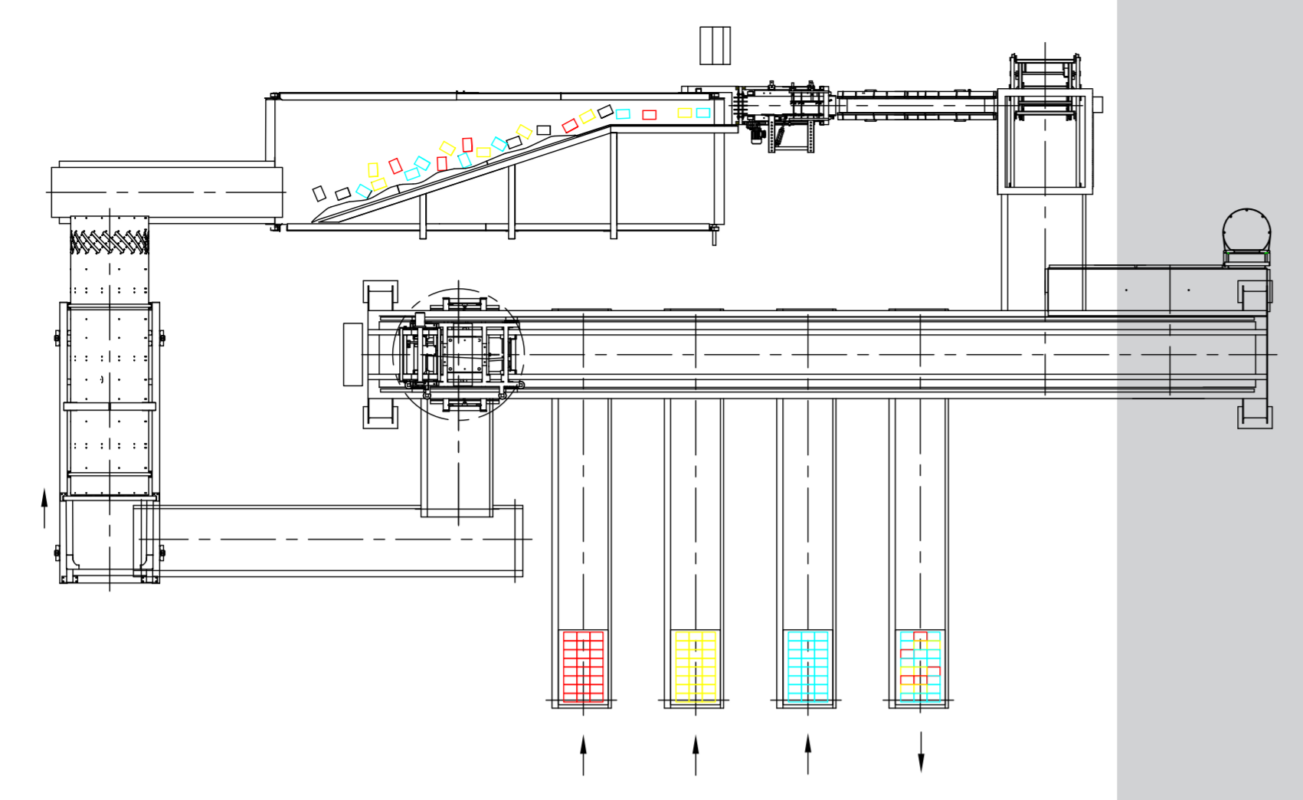
Insulation blocks
Ventilation bit dispenser
Sanddoseringsarrangement
Tumbling



Splitting

Washing


Insulation blocks

Ventilation bit dispenser


Sanddoseringsarrangement














